Maschinenfähigkeit und Prozessfähigkeit berechnenWie wird die Maschinenfähigkeit berechnet?
Parameter zur Berechnung der Maschinenfähigkeit
Für die Berechnung der Maschinenfähigkeit müssen folgende Informationen und Daten vorliegen:
- mindestens 50, besser 100 Messwerte für das zu überprüfende Qualitätsmerkmal
- der Sollwert oder die Sollvorgabe für das Qualitätsmerkmal (Spezifikation)
- der untere Toleranzwert (UTW), auch untere Toleranzgrenze (UTG), Lower Limit (LL) oder untere Spezifikationsgrenze (USG)
- der obere Toleranzwert (OTW), auch obere Toleranzgrenze (OTG), Upper Limit (UL) oder obere Spezifikationsgrenze (OSG)
- das Verteilungsmodell, das am besten die Messwerte beschreibt
Für die Messwerte berechnen Sie zunächst:
- das 0,00135-Quantil (X0,135%)
- das 0,99865-Quantil (X99,865%)
Zwischen diesen beiden Quantilen liegen 99,73 Prozent der Messwerte. Wenn die Messwerte der Normalverteilung folgen, entspricht dies der Streubreite 6σ (sechs Sigma).
Außerdem berechnen Sie den Median = 0,5-Quantil (Xmid).
Formeln zur Maschinenfähigkeit
Die Maschinenfähigkeit ist definiert und wird folgendermaßen berechnet:


Der Maschinenfähigkeitsindex gibt das Verhältnis von Toleranzbereich (Zähler) und Streubereich der Messwerte (Nenner) an. Der Index zeigt also an, wie gut der vorgegebene Toleranzbereich und die wahrscheinlichen Messwerte für das Qualitätsmerkmal zueinander passen.
Der potenzielle Maschinenfähigkeitsindex zeigt nicht, ob der Median auch zum vorgegebenen Sollwert passt, ob er also genau in der Mitte des Toleranzbereichs liegt. Das lässt sich erst aus dem kritischen Maschinenfähigkeitsindex bestimmen.
Je größer die Differenz zwischen cm und cmk, desto mehr sind die Messwerte an den Rand des Toleranzbereichs verschoben. Das erhöht die Wahrscheinlichkeit, dass Messwerte (im Serienbetrieb) außerhalb des Toleranzbereichs liegen.
Beispiel für die Berechnung der Maschinenfähigkeit
Auf einer CNC-Drehmaschine soll ein Bauteil gefertigt werden, das nach der Bearbeitung einen festgelegten Durchmesser von 10 mm hat. Um die Funktionsfähigkeit des Produkts sicherzustellen, in das dieses Teil eingebaut wird, darf der Durchmesser von diesem Vorgabewert nur um 10 µm nach oben oder unten abweichen (Toleranzbereich: 10 mm +/- 10 µm). Demnach gilt:
UTW = 10 mm - 10 µm = 9,99 mm
OTW = 10 mm + 10 µm = 10,01 mm
Es wurde der Durchmesser gemessen für 100 auf der Maschine gefertigte Teile. Das Ergebnis zeigt folgendes Diagramm:
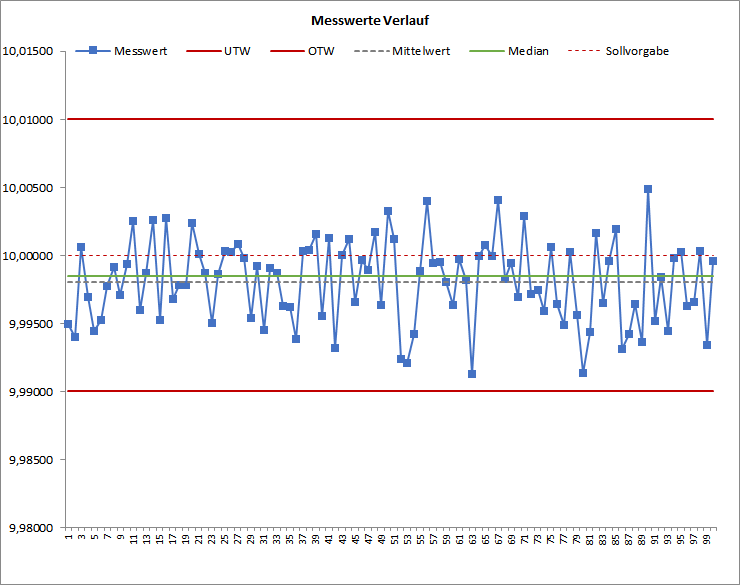
Daraus ergeben sich mit den oben genannten Formen folgende Werte (ohne Einheiten, auf 6 Stellen gerundet):
- X0,135% = 9,991295
- X99,865% = 10,004754
- Xmid = 9,998520
- der potenzielle Maschinenfähigkeitsindex cm = 1,485980
- der kritische Maschinenfähigkeitsindex cmk = 1,179286
Einseitig begrenzte Toleranzbereiche
Für manche Qualitätsmerkmale gibt es nur eine obere oder eine untere Grenze des Toleranzbereichs. Wenn es zum Beispiel um Abweichungen wie Fugenbreite oder Rauheit geht, ist der Sollwert = 0. Dann kann nur der kritische Maschinenfähigkeitsindex berechnet werden.
Methoden zur Berechnung der Maschinenfähigkeit
Die Norm ISO 22514-2 nutzt unterschiedliche Methoden, um Schätzwerte für den Streubereich und den mittleren Wert (die Quantile) zu ermitteln. Welche Schätzung am besten ist, hängt von der Verteilung der Messwerte aus einer ausreichend großen Stichprobe ab.
Die oben genannten Formeln und das Beispiel basieren auf der in der ISO 22514 so bezeichneten Quantilmethode (M2,1). Welche Methoden unter welchen Bedingungen bessere Schätzwerte liefern und damit die „korrekte Maschinenfähigkeit“ ergeben, entnehmen Sie der Norm.
Was bedeutet das Ergebnis der Berechnung?
Der Maschinenfähigkeitsindex zeigt, wie oft die gemessene Streuung in den vorgegebenen Toleranzbereich passt. Je nach Branche gibt es unterschiedliche Vorgaben oder Erwartungen an die Maschinenfähigkeit. In der Automobilindustrie gilt die Vorgabe:
cm > 2 und cmk > 1,67
Allgemein gilt:
- cm > 1,67 und cmk > 1,33: Die Qualität muss nur in größeren Zeitabständen geprüft werden
- cm > 1,33 und cmk > 1,0: Die Qualität muss in kürzeren Zeitabständen geprüft werden
- cm < 1,0 und cmk < 1,0: Es sollte eine 100-Prozent-Kontrolle durchgeführt werden
Ab einem Wert von cm < 0,7 (ungefähr 5 % Ausschuss) ist es nicht mehr sinnvoll, die Technologie einzusetzen – sie produziert einfach zu viel Ausschuss.
Zum Vergleich (zur vorigen Abbildung) zeigt die folgende Abbildung 100 Messwerte für eine Maschine mit folgendem Maschinenfähigkeitsindex:
- der potenzielle Maschinenfähigkeitsindex cm = 2,245043
- der kritische Maschinenfähigkeitsindex cmk = 1,652818
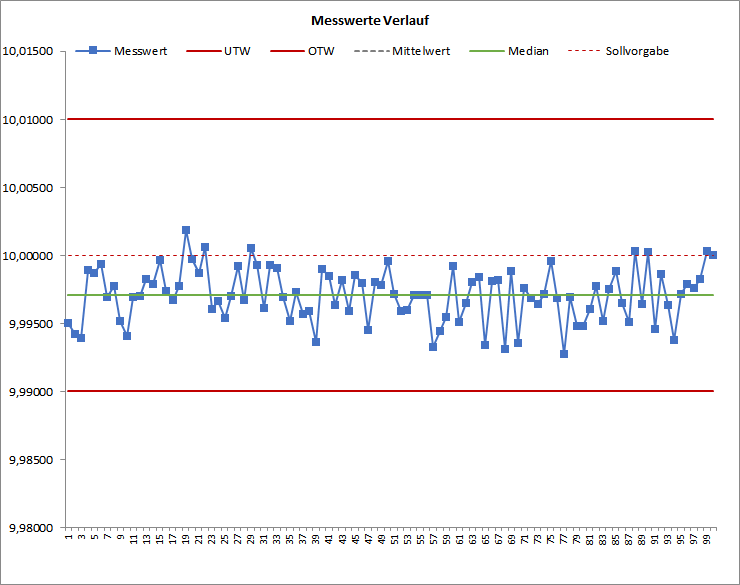
Der hohe cm-Wert spiegelt sich in der geringeren Streuung der Messwerte um den Median.
Der im Vergleich zum cm-Wert niedrige cmk-Wert resultiert aus der Verschiebung des Medians unter die Sollvorgabe (grüne Linie und rot gestrichelte Linie). Die Maschine ist vielleicht nicht ideal eingestellt oder es gibt einen systematischen Einflussfaktor (wie zum Beispiel das Messverfahren).
Beschreiben Sie den Ablauf und das Verfahren, mit dem Sie die Maschinenfähigkeit in Ihrem Unternehmen messen und berechnen. Nutzen Sie dazu die folgende Vorlage.

Berechnen Sie den Maschinenfähigkeitsindex cm und cmk mit den folgenden Excel-Vorlagen.