Maschinenfähigkeit und Prozessfähigkeit berechnenWie gehen Sie bei der Maschinenfähigkeitsuntersuchung (MFU) vor?
Ausgangssituation für die Maschinenfähigkeitsuntersuchung
Ausgangssituation für die Messung und Berechnung der Maschinenfähigkeit ist, dass Sie ein bestimmtes Teil oder ein Produkt auf einer bestimmten Maschine bearbeiten oder herstellen wollen. Die Maschine soll dem Ausgangsmaterial eine oder mehrere definierte Eigenschaften geben; zum Beispiel einen definierten Durchmesser, ein Gewicht, eine Rauigkeit der Oberfläche oder eine Farbe.
Da es bei einer Serienfertigung aus technischen Gründen so gut wie nie möglich ist, genau einen definierten Eigenschaftswert, ohne jegliche Abweichung, zu produzieren, wird im Rahmen der Produktentwicklung mit Toleranzen gearbeitet. Die geforderte Eigenschaft (Spezifikation) und die Toleranzen werden so festgelegt, dass das fertige Produkt innerhalb des Toleranzbereichs fehlerfrei funktioniert.
Wenn Sie prüfen wollen, ob eine Maschine Ergebnisse liefert, die in diesem Toleranzbereich liegen, gehen Sie folgendermaßen vor.
1. Prüfgegenstand definieren
Zu Beginn Ihrer Maschinenfähigkeitsuntersuchung legen Sie fest:
- Produkt, das bearbeitet oder hergestellt werden soll
- Eigenschaften oder Qualitätsmerkmale, die überprüft werden sollen, mit einer Spezifikation (Sollwert odr Sollvorgabe)
- Toleranzbereich für diese Eigenschaften oder Qualitätsmerkmale
- Maschine, deren Fähigkeit gemessen und bewertet werden soll
2. Messung und Testlauf vorbereiten
Im Rahmen Ihrer Messung und Ihres Testlaufs sorgen Sie dann für genau die Produktionsbedingungen, die anschließend bei der Serienfertigung auch herrschen. Das bedeutet unter anderem: Sie testen
- mit dem später eingesetzten Bedienpersonal,
- in der gleichen Arbeitsumgebung,
- mit dem gleichen Ausgangsmaterial und den gleichen Betriebsmitteln,
- mit den gleichen Messmitteln,
- mit den geplanten Maschineneinstellungen (zum Beispiel Bearbeitungsgeschwindigkeit, Druck, Temperatur …).
Welche Maschineneinstellungen die richtigen sind, sodass fehlerfreie Produkte hergestellt werden, finden Sie gegebenenfalls in einem iterativen Verfahren heraus. Sie beginnen mit Startwerten, die auf Ihrem Know-how, Ihren Erfahrungen oder vorangegangenen Probeläufen beruhen.
3. Messung durchführen
Dann werden mindestens 50 Teile des Produkts auf der Maschine hergestellt. Für zuverlässigere Ergebnisse sollten Sie 100 Teile herstellen. Diese Teile werden in ununterbrochener Folge produziert – ohne Veränderungen am Ablauf vorzunehmen.
Für jedes der 50 oder 100 Teile wird die im ersten Schritt definierte Eigenschaft gemessen oder geprüft. Der jeweilige Messwert wird erfasst.
Ergänzend werden die bei der Messung herrschenden Produktionsbedingungen (Schritt 2) dokumentiert.
4. Messergebnisse bewerten
Diese Messwerte lassen sich dann in der Reihenfolge ihrer Messung in einem Diagramm visualisieren, das der sogenannten Qualitätsregelkarte entspricht (siehe folgende Abbildung).
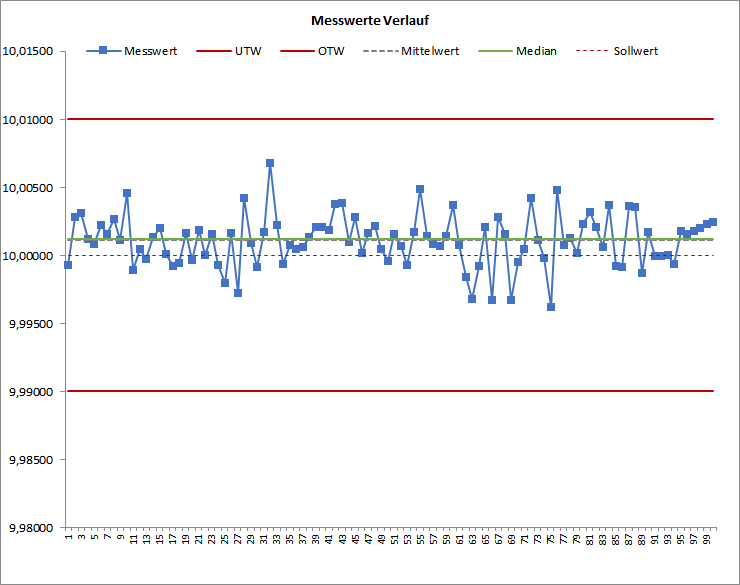
Liegen alle Messwerte zufällig gestreut innerhalb des Toleranzbereichs, ist der Verlauf plausibel. Das Diagramm kann aber auch Besonderheiten oder Auffälligkeiten zeigen. Zum Beispiel:
- Es gibt Ausreißer, die außerhalb des Toleranzbereichs liegen.
- Es gibt Sprünge, Stufen oder Trends.
- Alle Messwerte liegen oberhalb (oder unterhalb) des Vorgabewerts.
- Die Messwerte liegen hauptsächlich in der Nähe der oberen (oder unteren) Toleranzgrenze.
Erkennen Sie solche Auffälligkeiten, müssen Sie nach den Ursachen forschen. Gegebenenfalls werden die Einstellungen an der Maschine angepasst. Danach werden die Messungen (Schritt 3) erneut durchgeführt.
5. Statistische Verteilung untersuchen
Zur Berechnung der Maschinenfähigkeit sollte die statistische Verteilung der Messwerte aus der Stichprobe bekannt sein. Im idealen Fall handelt es sich um eine Normalverteilung, bei welcher der Mittelwert der Messung dem Vorgabewert entspricht. Eine solche Verteilung liegt aber nicht immer, eher selten, vor.
Für die Messwerte aus der vorigen Abbildung ergibt sich die folgende Verteilung:
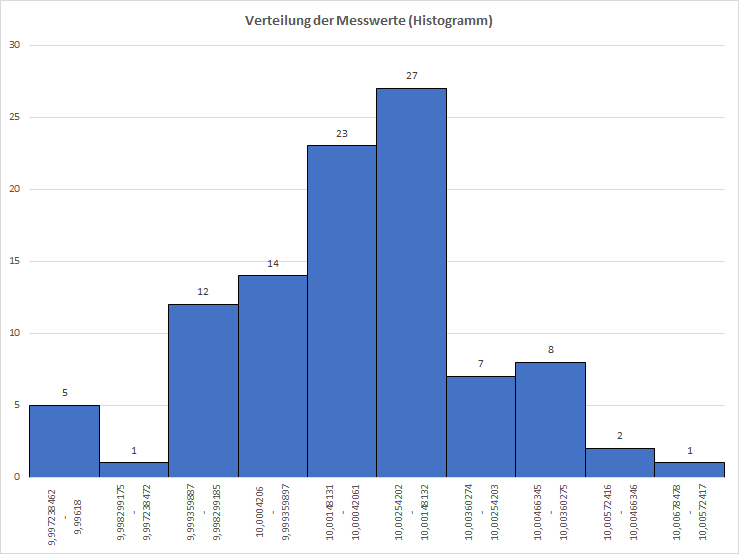
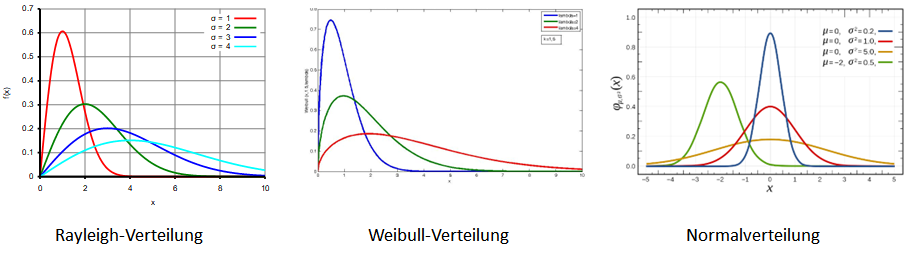
In der Praxis stellt man meist schiefe Verteilungen für die Messwerte fest. Je nach Verteilung der Messwerte muss dann mit speziellen statistischen Verteilungen gearbeitet und gerechnet werden. Zum Beispiel mit:
- Logarithmische Normalverteilung
- Betragsverteilung (1. Art)
- Rayleigh-Verteilung
- Weibull-Verteilung
Je nach Art des Qualitätskriteriums wie Geradheit, Ebenheit, Rundheit, Form, Neigung, Position, Rauheit oder Länge können die Messwerte einer anderen statistischen Verteilung folgen – müssen es aber nicht. Um die „passende Verteilung“ zu ermitteln, kann ein Chi-Quadrat-Test durchgeführt werden.
Die folgenden Diagramme zeigen verschiedene Verteilungen (Graph der Dichtefunktion), die Sie mit Ihren Messwerten vergleichen können.
Mit diesen „Vorüberlegungen“ kann nun das Maß der Maschinenfähigkeit berechnet werden.
Erläutern Sie das Verfahren zur Prüfung der Maschinenfähigkeit in Ihrem Unternehmen:
- Wie gehen Sie vor?
- Wer trägt jeweils die Verantwortung?
- Wer ist einbezogen?
Nutzen Sie für diese Beschreibung die folgende Vorlage.